語言
 阿拉伯語
阿拉伯語
 俄語
俄語
 葡萄牙語
葡萄牙語
 日語
日語
 西班牙語
西班牙語
新型汽車鈑金沖壓件壓力連接方法及設備研究
Sep 18, 2021
汽車行業是我國經濟發展的重要部分,傳統的焊接方法在材料的連接上有著越來越多的問題,而新型的壓力連接方法以其簡單高效的鈑金沖壓生產流程得到了廣泛的應用,而相關設備的改進也進一步實現了力連接法的自動化和高效化。
汽車鈑金沖壓件連接加工的簡介
隨著技術的進步,汽車行業近年來有著巨大的進步,我國人口總數已經突破了14億大關,汽車制造業無論是技術還是質量都得到了長足的發展,在技術與效益方面取得了長足的進步。汽車行業在我國GDP中所占的比重越來越大,體現了我們正從傳統的落后生產加工行業逐漸轉變為以技術和先進制造業為主的經濟體系,成為全球主要的汽車制造和消費國家。汽車的鈑金件,其連接加工過程在汽車的整個生產過程中占有重要的地位,鈑金件的質量和技術含量直接影響汽車的質量和技術含量。
傳統的汽車鈑金件連接方式有鉚接、焊接與螺栓連接三種方式,汽車鈑金件連接過程中通常采用焊接的連接方法。但是隨著技術的進步和人們對汽車質量以及附加屬性要求的提高,汽車鈑金件的厚度也在逐漸降低,汽車的車身材料從過去的0.1公分減少到0.07公分左右,由此也導致過去的焊接工藝使用受到了影響,厚度變薄意味著焊接過程中更容易把材料燒穿;并且新的汽車材料也在不斷的被發現和開發出來,要如何將幾種特性不同的材料進行有效的焊接,對焊接的技術工藝有著巨大的要求,并且焊接本身都會留下焊接痕跡影響外觀。這些問題都進一步限制了焊接技術的應用,所以隨著技術的進步,壓力連接作為一種全新的汽車構件連接方法被開發出來。
壓力連接技術概述
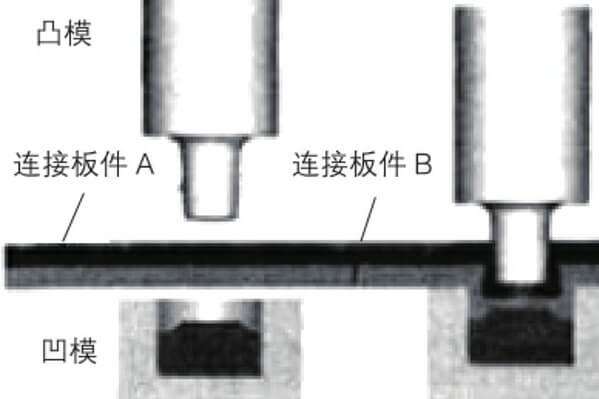
壓力連接方法的原理是利用凸模、凹模以及各種沖壓設備,對各種材料構件進行擠壓,使得不同尺寸和組成的材料慢慢產生變形,最后連接成一個整體,在通過內部嵌合實現連接的一種方法。是一種現代的簡單高效的連接工藝。壓力連接設備通過一個基本的凸模,利用沖壓做功,將要進行壓力連接的構件通過凸模和凹模的做功進行擠壓,凸模一側的構件對凹模一側的構件產生緩慢而巨大的壓力,凸模的板件擠壓凹模的板件,不同材料在這種冷擠壓的過程中產生擠壓形變,由于材料自身的可塑性和流動性,不同板件實現內部嵌合,形成了一個整體沒有毛刺、沒有棱邊的連接,并且由于不使用焊接和熱擠壓,也不會留下痕跡或者有燒穿的風險。
要完成這種壓力連接的過程常用的壓力連接設備是氣液增壓缸,氣液增壓缸利用氣體和液體產生壓強差,把空氣與液體進行壓縮運送從而產生巨大的壓力,根據壓力與壓強的關系P=F/S,最大化壓力。氣液增壓缸完成一次完成的冷擠壓壓力連接一般分為三個過程:快進、增力以及返回行程。如下圖2所示,氣液增壓缸由工作缸、增力缸以及液壓油室組成。在快進行程階段,設備還沒有和連接件進行接觸,外阻力可以忽略不計,此時只用純氣動的方式來使沖模運動,壓縮的空氣進入a,推動活塞1向外伸出,而b利用氣路排氣,完成活塞的快速運動,沖模因此可以頻繁的和連接件進行接觸,并且接觸時的沖擊力不大,對連接件造成的撞擊力度較小,不會產生大幅的振動和噪音。而當沖模觸碰到連接件以后,沖模會受到連接件帶來的巨大外阻力,這時要繼續進行壓力連接就需要氣液增壓缸產生更大的推力,因此A和D中通入壓縮的空氣,活塞1和活塞2被推出,而活塞2的活塞桿直徑比活塞1的活塞桿直徑大,液壓油室中的液體壓力因此上升,所有的壓力傳導到活塞1上,并由活塞1的活塞桿再傳導到另一端,從而把活塞1推出,實現了沖壓的過程。增力行程結束以后,氣液增壓缸的控制氣動換向閥切換成完全氣動模式,沖壓模具迅速回到初始狀態,準備下一個沖壓做功。
汽車鈑金沖壓件壓力連接的設備
系統的工作過程一般分為如下幾個階段:
(1)按照加工的特點,在進行壓力連接之前先把需要連接的板件夾緊,給電控換向閥8的電磁鐵通電,將壓縮空氣送入腔內壓緊氣缸無桿腔,將要連接的板件壓緊。
(2)等待一段時間后,給電控換向閥4的電磁鐵通電,使壓縮空氣通過調速閥13進入氣液增力缸9的活塞的上部空間,而下部空間的壓縮氣體則經過調速閥14以及電控換向閥4出去。
(3)當上部的沖模接觸到板件后,沖模會受到板件帶來的外阻力,由于前面提到的增力行程,工作活塞上部空間內的氣體壓力持續增大,內部壓縮氣體從調速閥12傳導到氣控換向閥10,將空氣壓縮進氣液增力缸的沒有活塞桿的部分,由于壓力增大使活塞開始下移,C中液壓增大,氣液增壓缸從快進行程轉換為增力行程,上部沖模整體緩慢對連接件進行大力的擠壓。也就是說氣液增壓缸工作中的活塞桿無論在快進行程中的任何時候,只要受到了外界的阻力,都能通過氣體傳導和壓力傳導來進行行程的變化,不需要人為的操控,從快速輕微接觸連接件轉變成緩慢擠壓連接件,同時在切換行程的時候能夠通過調速閥、轉換器來進行調整。
(4)當構件之間的擠壓達到一定程度后,由于材料本身的可塑性,構件已經完成了嵌合。這是控制器就會發送電信號給電控換向閥4,換向閥4進行斷電操作,壓縮氣體通過調速閥14傳到氣液增壓缸下部,而上部的氣體則經過調速閥13出去。其余氣體經過調速閥11、10出去,活塞失去內部推力和外部阻力,開始回到初始位置。
(5)回到初始位置后,電控換向閥8的發送電信號斷電,給氣液增壓缸施加外力的彈簧歸位,已經擠壓好的構件被松開。
(6)電控換向閥5發送電信號斷電,壓縮氣體通過6的沒有活塞桿的空間,凹模中的擠壓完畢的鈑金沖壓件被沖出。
免責聲明:本文援引自網絡,作者楊潔·貴州工商職業學院,與揚鍛官網無關。其原創性以及文中陳述文字和內容未經本站證實,對本文以及其中全部或者部分內容、文字的真實性、完整性、及時性本站不作任何保證或承諾,請讀者僅作參考,并請自行核實相關內容。


相關新聞

October 26, 2016
The Most Successful Engineering Contractor
Apr 21, 2023
助力新能源汽車產業發展,這些重型壓力機展品在CIMT2023吸引駐足
Feb 01, 2023
寧德時代旗下子公司計劃投資不超過238億元,建設50萬噸閉式壓力機廢電池回收及相應材料生產基地。
Jul 26, 2021
熱沖壓工藝的應用及前景
May 13, 2021
寧波壓力機廠家|鋼價漲不停,后市看限產政策及庫存波動
Jan 08, 2021
純電動汽車鋁合金輕量化沖壓連接技術聯系方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.