語言
 阿拉伯語
阿拉伯語
 俄語
俄語
 葡萄牙語
葡萄牙語
 日語
日語
 西班牙語
西班牙語
精沖
Nov 26, 2020
精沖是一種技術含量高的沖壓技術,用來生產尺寸較小、負荷較大、精度高的沖壓件,是在普沖技術上發展起來的一種精密沖裁方法。
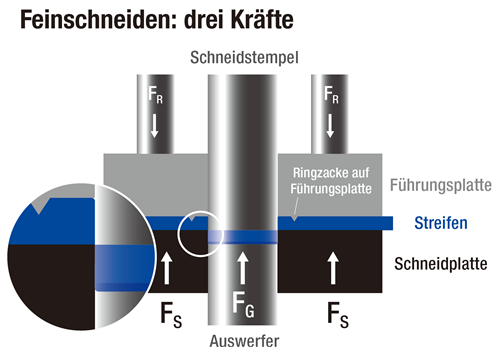
精沖工藝包含了3種力:沖裁力FG、齒圈力FR、反壓力FS,使得精沖技術區別于其它普通的沖壓或者沖裁工藝。精沖加工的工件具備垂直度好、具備無撕裂的光亮切斷面的眾多優點。工件因為在精沖過程中在模具中的壓邊圈夾持,間隙非常小,零件特別平整,通常情況下零部件切斷邊緣無需后序加工,翹曲小且互換性好。
精沖和冷成形的彎曲、拉深、翻邊、鐓擠、壓沉孔、半沖孔和擠壓等加工手段結合后,逐漸替代原來由普沖、鍛造、機加工、鑄造和粉末冶金的很多復雜零部件,沖完即可組裝多功能的部件,無需后續加工,生產效率和成本優勢非常明顯。

早在1923年,就由德國人Fritz Schiess發明并獲得專利,并于1924年在瑞士開辦世界第一個精沖廠,之后這項技術一直處于保密狀態,為鐘表、縫紉機、打字機等提供零部件。直到1950年代,精沖技術才開始公開普及,到1980年代之前開始應用于儀器儀表、照相機、家電和小五金,之后一直打到現在,精沖技術又廣泛應用于汽車和摩托車行業和3C電子行業。
精沖技術適合生產哪些零部件?
精沖廣泛應用于汽車行業的安全部件,保證在惡劣危險的情況下也能穩定工作,不出差錯。汽車精沖零件生產以強力壓邊精密沖裁為主,幾何形狀、尺寸公差和形位公差以及剪切面質量都遠高于普通沖裁的零件,常見的汽車零部件有200多種:動力總成零部件,即變速箱鋼片、發動機的鏈輪鏈條、剎車組件、減震零件和凸輪軸的調節裝置部件;座椅調高器、座椅調角器、座椅滑軌零件;安全帶收緊器、安全氣囊的鎖件;發動機中的柴油發動機噴油嘴夾頭、多楔帶輪、空調壓縮機用閥板、 變矩器離合器鋼片和離合器齒轂、行星架和驅動盤、剎車盤、駐車齒輪和棘爪、離合器齒轂;底盤中的剎車片、輪轂托板。機械、醫療、電子、五金、電工工具等行業和上述零部件類似的部件,也可以用精沖來生產。
精沖工藝特點
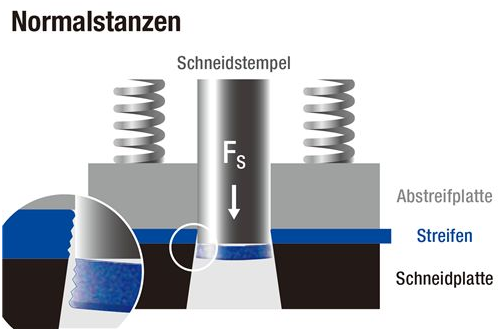
精沖工藝與普通沖裁的工藝特點存在本質的差別,普通沖裁在沖裁過程中控制板料的撕裂,而精沖則在沖裁時想盡辦法抑制板料的撕裂。精沖在零件從板料上分離前始終保持為一體,精沖過程金屬板料始終處于塑性變形過程。
為了實現這個目的,沖裁前V形壓邊圈和反壓板先壓住板料,防止沖裁過程中內外金屬板料的竄動。另外,再配合凸凹模間的小間隙以及凹模適當的小圓角,在沖裁過程中形成沖裁局部區域的三向壓應力狀態,從而保證沖裁的塑性變形過程。此外,精沖材料和潤滑狀態對精沖的效果也有著很大的影響。塑性好、變形抗力低、球化完全、彌散良好、分布均勻的細球狀碳化物組織的材料最適合精沖。好的潤滑劑不僅提高精沖件的質量,也有助于減輕模具的磨損,提高模具的使用壽命。
精沖模具和設備
精沖模典型結構有活動凸模式結構、固定凸模式結構和連續精沖模。精沖工藝過程要求精沖設備沖裁力、壓邊力和反壓力精確。因此大批量生產精沖件一般采用機械精沖壓床,但機械壓床設備投入費用高,因此很多生產廠家利用液壓模架在油壓機上精沖零件。油壓機成本低,適合多品種、中小批量精沖零件的生產。
來源:網絡
免責聲明:本文援引自網絡或其他媒體,與揚鍛官網無關。其原創性以及文中陳述文字和內容未經本站證實,對本文以及其中全部或者部分內容、文字的真實性、完整性、及時性本站不作任何保證或承諾,請讀者僅作參考,并請自行核實相關內容。


相關新聞

October 26, 2016
The Most Successful Engineering Contractor
Apr 15, 2024
基于Abaqus的齒圈壓板精沖工藝有限元分析(二)
Apr 15, 2024
基于Abaqus的齒圈壓板精沖工藝有限元分析(一)
Apr 12, 2024
基于沖壓同步工程側圍外板成形分析及結構改進(二)
Apr 12, 2024
基于沖壓同步工程側圍外板成形分析及結構改進(一)
Apr 11, 2024
合金化熱鍍鋅汽車外板沖壓脫鋅分析及改進(二)
Apr 11, 2024
合金化熱鍍鋅汽車外板沖壓脫鋅分析及改進(一)聯系方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.